Wire: types, construction, history, uses, and safety
A wire is a long, thin, flexible strand or rod of metal used for mechanical, electrical and structural purposes. This article explains materials, forms, history, common uses, and safety considerations.
Overview
A wire is a slender, flexible strand or rod of metal used to conduct electricity, transmit force, or form part of a structure. Wires range from a single solid conductor to bundles of many fine strands twisted together. They are produced in many metals and finishes to meet electrical, mechanical, and environmental requirements. For a basic definition see wire definition.
Image gallery
8 Images






Materials and construction
Common conductor materials include copper, aluminium and steel. Copper is widely used for electrical conductors because of its combination of conductivity, ductility and corrosion resistance; aluminium is lighter and used where weight or cost is important; steel is used for strength in applications such as cables and armouring. Conductors are supplied as:
- Solid wire — a single, rigid conductor often used for permanent wiring and simple connections.
- Stranded wire — many small wires twisted together to improve flexibility and fatigue resistance.
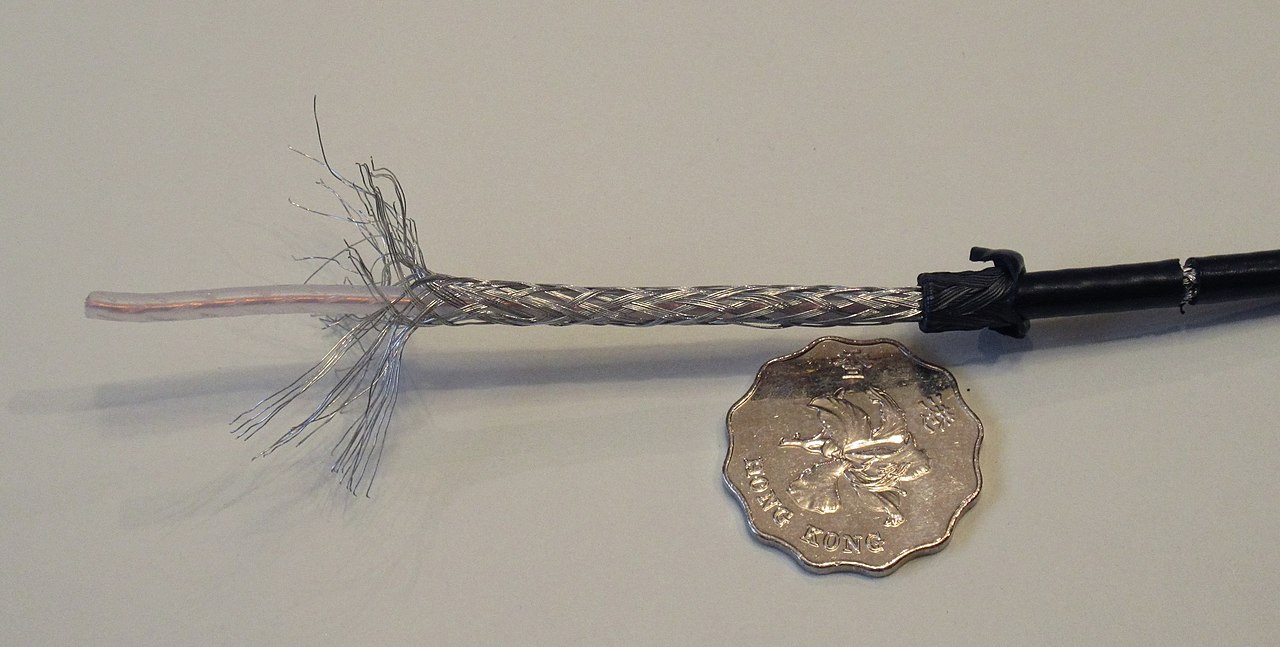
- Coaxial and multi-core assemblies — combinations of insulated conductors arranged for specific signals or power needs.
Electrical wires are typically insulated with polymeric coatings that are color-coded to indicate function. For general information about wire rope and larger cables used for lifting and suspension, see wire rope.
History and development
The use of wire dates back centuries in simple metalworking and for rope-like cables. The rise of electrical technology in the 19th century greatly expanded wire manufacturing and standards. Advances in drawing, annealing and insulating materials enabled higher-performance conductors and safer installations. For historical context and legal uses such as surveillance, consult wiretap.
Common uses and examples
Wires serve many roles across industries:
- Electrical distribution and wiring inside buildings, appliances and vehicles. See general electrical wire resources at electrical wire.
- Telephone, data and signal transmission where insulated multi-core cables carry voice and digital information.
- Mechanical applications like suspension, fencing and musical instrument strings; specialized forms include braided, galvanized or coated wires.
- Infrastructure and grounding — specific conductors are used for earthing and bonding; regional color conventions vary, for example see guidance in national wiring and grounding conventions described at grounding.
Safety, standards and notable distinctions
Handling live conductors can cause electric shock or fire if wires are damaged, overloaded or improperly insulated. Electrical codes and standards define conductor sizes (gauge), insulation types, color coding and installation practices to reduce risk. Mechanical wires such as steel cable are rated for load and fatigue and require inspection for wear. When selecting wire, consider conductivity, flexibility, environmental resistance and applicable regulations.
For more technical details or purchasing information consult specialized standards and manufacturer data sheets available from industry and regulatory sources (definition, cable types, electrical, regional codes, grounding rules, legal aspects).

Typology for metal wires
| Designation according to diameter d | |
| Steel wire drawing | Non-ferrous metal wire drawing (NF metal) |
|
|
Manufacture
Wire drawing is a process used since the Middle Ages in which coarse wire is drawn through a small opening in a tool, making it thinner and longer. In manufacturing technology, wire drawing is the most important application of drawing through. The wire drawer existed as an independent profession.
In production, a distinction is made between cold drawing, rolling and electrolytic treatment. In wire drawing, a coarse wire previously produced by forging, nowadays by rolling, is cold drawn through the tapering opening of a drawing die, drawing block or rolling stand. It becomes longer and thinner without any loss of material. From one production step to the next, it is drawn through smaller and smaller openings until the wire finally has the desired dimension - usually round. Originally, wire was drawn by muscle power, in a physically strenuous job to which there was no alternative until the late Middle Ages.
In industrial production, the wire is drawn through the die by a so-called drawing capstan. Modern wire drawing machines (multiple drawing machines) have up to 31 stages and are very demanding in terms of control technology, as all the drawing stages are run in a sequence.
Drawing is a plastic deformation and, if carried out cold, leads to work hardening. Therefore, heating (stress-relieving annealing) must often take place between the drawing stages. Wires made of copper have an important special feature here. After reaching the final strength (approx. 450 N/mm²), this type of wire can be further drawn almost at will without intermediate annealing. This means that copper wires can be drawn from the casting wire (e.g. 12 mm ø) to the finished product without heat treatment. Whether the wire is delivered hard or soft annealed depends on the application.
Drawing dies are often used for drawing metal wires. These are usually round and have an opening in the middle. The wire first runs through the inlet cone, which compensates for the offset to the previous drawing die or to the manual feed. The wire is then tapered in the reducing cone and work-hardened in the subsequent calibration zone. Finally, the wire runs out of the run-out cone, which compensates for the offset to the take-up reel or to the next drawing die. The drawing die heart, also called drawing core, used to be made of hardened steel or HSS (high-speed steel), today it is made of carbide, PCD (polycrystalline diamond, artificial diamond) or natural diamond. As these materials are brittle and as a tensile pressure load occurs during wire drawing, it is necessary that the drawing heart is set in a socket made of steel or stainless steel (VA).
The geometry of the drawing core is adapted to the material and the drawing process in several aspects. The length of the contact and forming zone and the opening angle of the cone define the degree of deformation that the wire undergoes in a drawing die. The opening angle is usually between 6° and 8° and the degree of forming between 10% and 90%  due to the reduction in cross-section from
due to the reduction in cross-section from  to .
to . 

The wire is drawn either by wet drawing or by dry drawing. In wet drawing, the wire is wetted with drawing agent or oil. This process reduces friction in the drawing die, keeps the wire cool and thus reduces work hardening. This results in better wire surfaces and allows for higher drawing speeds. Since the machine must be made liquid tight, it is often more expensive. The wire often needs to be dried before it is further processed or sold. It is also possible that the wire reacts with the drawing agent or oil.
A water-oil emulsion with about two percent oil content is often used as the drawing agent. In smaller quantities, drawing wax is also used, which reduces friction under the influence of pressure and temperature in the drawing die.
Square wire/profile wire
A special form of wire is the square wire or profile wire. This wire has a square or rectangular cross-section and is usually made from round wire. The tools used to produce square shaped wire are called turret heads and consist of four rollers (rolls) arranged symmetrically at right angles to each other, which exert a uniform forming pressure on the wire as it passes through them from four sides.
The name "Turk's head" refers to the arrangement of the rollers (drag rollers), which are arranged like a Turk's head knot, i.e. like the knots of the headscarves (turbans) traditionally tied in Turkish culture.
Customers for these square wires, which are mainly made of copper alloys, include manufacturers of press-fit connectors, who cut short pins from the square wires and install them in plugs and connectors.
Often this square wire is electroplated with tin or precious metals.
Other examples of profiled wire are overhead contact lines (grooved contact wire).




Related articles
Author
AlegsaOnline.com Wire: types, construction, history, uses, and safety Leandro Alegsa
URL: https://en.alegsaonline.com/art/108664